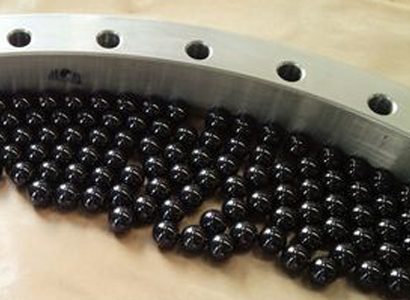
回转支承更换钢珠的过程
2022年11月15日
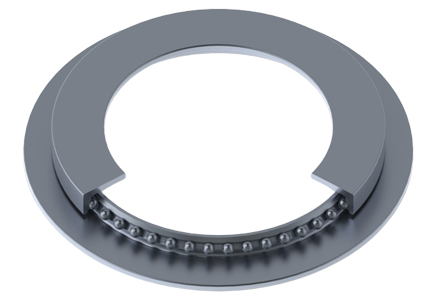
回转运动支承主要由什么组成
2022年12月9日
- 概述
为了进一步增加回转支承滚道的可靠性,滚道一般需要进行热处理。在热处理工艺中,由于回转支承的滚道圆直径较大,通常采用火焰表面淬火。方法是用乙炔加热待淬火工件表面,然后加水冷却,这个过程是连续完成的。
- 回转支承为什么会有软带?
回转支承在生产加工过程中,一般需要对设备的滚道进行热处理。通常的工艺流程为:锻造→粗加工→调质处理→精加工→滚道面火焰表面淬火→滚道面磨削等工序。其中一个滚道表面经过火焰淬火以形成软带。
加热火焰喷枪和水枪安装在一起,同时沿工件圆周做圆周运动。当运动接近360度时,立即停止加热和喷水。即加热和喷水的圆形区域不重叠。如果加热和喷水的圆形区域重叠(在圆形上以大于 360 度的角度进行热处理),则工件会出现裂纹。未加热区域的切向宽度通常为 15 mm。这15mm的区域在回转支承中称为软带,即所谓的软带就是没有经过热处理的区域。软带的形成对热处理过程至关重要。
一般情况下,在工件中软带存在的位置上标有钢字“S”,以表示具体的软带位置。软带的安装位置本质上是为了提高回转支承的寿命。从用户和制造商的角度来看,安装回转支承上下环软带的位置仍然是一个合理的位置。因此,回转支承制造商应准确标注回转支承软带位置,制造商和安装人员应根据需要合理安装回转支承软带位置。
- 软带的安装位置
通常回转装置的上环柔性带安装在垂直于俯仰回转平面投影线的位置。例如,装船机或堆取料机回转装置的上环柔性带应安装在垂直于悬臂中心线并穿过回转中心的位置,即以90-度位置面向旋转中心悬臂的左侧或右侧。在通常的机械设计中,软带在该位置不具有回转支承装置的支撑滚轮的受力状态。
回转装置下环软带的安装位置应根据设备的重心和回转角度的范围来确定。如果旋转角度为左右100度,旋转上部重心在前,建议将下环软带安装在后方,即180度的位置度。如果旋转上部重心的变化位置前后位置相同,则下环软带角度位置可任意安装。
由于回转支承装置上安装软带的必然性,要求使用和选择回转支承装置的用户合理安装软带的位置,以提高回转支承的使用寿命。总的原则是尽量将软带安装在负载变化时软带所受压力较小的位置。