丰禾公司加强企业员工管理水平和学习能力
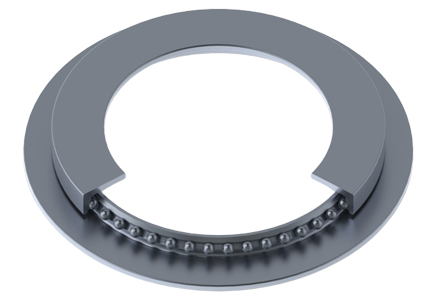
2017年10月17日小型回转支承轴承的加工工艺流程
2017年11月8日1、回转支承零件检查
认真检查软带处的滚道两侧,大小面上应有两组钢印号,一组是产品零件编号,另一组是磨配号,核对工件是否和装配图纸一致。
2、工件除锈操作
若是轻微锈蚀用百洁布加清洗剂轻擦,严重锈蚀(滚道除外)用打磨机安装百洁布打磨
3、软带与堵塞打磨要点
安装上合适的百叶轮,对回转支承进行来回移动打磨软带,严格按照相应的打磨宽度、深度要求操作,保证打磨深度相同,打磨移动砂轮是两端移动快,堵塞处移动慢,双手不要太用力,只要压住砂轮在工件面上即可。
4、堵塞打磨要求
想用冲子对准锥销小端的一边(非基准面),使用手锤敲击冲子取出锥销,打磨堵塞的边缘,使之没有毛刺和锋利的地方,彻底打磨,防止装配后回转支承出现异响。
5、去除回转支承毛刺、磕碰
钳修时注意检查安装孔、油孔、内孔、外圈和密封槽处是否有毛刺,用百洁布或砂纸打磨
6、清洁回转支承工件准备装配
清洁工件(包括滚道、端面),从钳修区转移工件至装配区。
7、对回转支承进行试装球操作
装入四粒钢球使之均匀的排列于滚道内,用撬棍撬起回转支承,用木块垫起有堵塞圈(压圈),使之固定不可转动,转动无堵塞圈(齿圈)装入其他滚动体,使之均布于滚道内。
8、试装球成功后装球
对回转支承进行试装期间,其间隙合格后进行正式装配,慢慢转动齿圈,将隔离块粘上油脂附带上钢球逐组装入滚道,装入数量按图示要求,检查滚道剩余的缝隙,不得大于一个滚动体加上一个隔离块的长度。
9、成品检验
检测是否有空隙和漏装隔离块,检测轴向间隙、径向间隙、端面跳动、齿跳(如有)、成品高度等。
10、回转支承刷防锈油、包装、入库
成品涂抹防锈油,包裹白色隔油膜和蓝色包装膜,贴标签,对回转支承成品进行木箱包装。